CIMT Precision - Macchine utensili sul banco di prova
Automazione intelligente con IO-Link e RFID
È grande quanto un frigorifero, spesso lavora notte e giorno, sette giorni a settimana: la macchina CNC a 5 assi fresa componenti per protesi dentarie come corone, ponti o impianti da speciali leghe metalliche. Intelligenti soluzioni di automazione garantiscono una rapida messa in funzione e un funzionamento sicuro.
La macchina viene progettata e costruita dall’azienda Cimt GmbH, una media impresa di Rosdorf, vicino a Gottinga (Germania). Andreas Kirsch, amministratore delegato, dichiara: "Costruiamo centri di lavorazione per l’industria dentale. In una prima fase costruiamo questa piccola fresatrice dentale, soprattutto per odontotecnici e laboratori di fresatura.
Vogliamo introdurla anche in altri settori, per esempio nell’industria orologiera. La macchina lavora i cosiddetti semilavorati, ovvero leghe come oro, titanio, CoCr, ossido di zirconio, ma anche materie plastiche come PMMA e PEEK che possono essere processate".
Grazie al sistema di pulizia automatica dell’area di lavoro, il passaggio da un materiale all’altro è possibile in tempi brevissimi e con poche semplici operazioni. Il dispositivo di misura tattile integrato garantisce un controllo diretto del risultato di fresatura e, se necessario, una fresatura di rifinitura precisa. Per di più, viene utilizzato anche per calibrare gli assi della macchina.
Una caratteristica peculiare della macchina è l'elevato rendimento unito alla compattezza. Andreas Kirsch continua: "La particolarità di questa macchina sta nella precisione, velocità e affidabilità. Un altro vantaggio è l’ingombro ridotto. Le macchine di altri produttori hanno un ingombro notevolmente maggiore per ottenere le stesse prestazioni di taglio". Quest’ultimo fattore è importante in quanto gli studi odontoiatrici o laboratori odontotecnici spesso sono ubicati in edifici residenziali.
Kirsch è particolarmente entusiasta delle prestazioni: "Attualmente la velocità detta gli standard. Considerando le sue dimensioni, lavoriamo l'acciaio molto più velocemente di quanto fanno le macchine della concorrenza". Ad esempio, per realizzare una corona sulla macchina CNC occorrono circa 15 minuti.
Oltre a un potente sistema CNC di Bosch Rexroth, è la struttura solida e a basse vibrazioni di tutto il sistema meccanico a garantire alla macchina una lunga vita utile e la massima precisione nel rispetto degli standard industriali.

Dai cosiddetti "blank" vengono fresati pezzi per protesi dentarie utilizzando la fresatura simultanea a 5 assi.
Riduzione dei costi grazie a IO-Link
Per mantenere basso il prezzo dell’impianto e i costi di manutenzione, Cimt adotta un approccio coerente. Andreas Kirsch continua: "Nell’impianto vengono montati soltanto componenti di un numero esiguo di fornitori. In questo modo si risparmiano i costi di stoccaggio e di ordinazione".
Per quanto riguarda i sensori, i master e i moduli IO-Link e il loro cablaggio vengono utilizzati esclusivamente componenti di ifm. Tutti i sensori sono integrati tramite il protocollo di comunicazione IO-Link. Andreas Kirsch ne spiega i vantaggi:
Il cablaggio di tipo tradizionale è sempre stato fonte di errori. In fase di messa in servizio abbiamo spesso investito molto tempo nella ricerca degli errori. A volte i componenti erano stati danneggiati perché il cablaggio non era stato eseguito correttamente, ad esempio veniva scambiato il polo positivo con quello negativo oppure i cavi non erano stati spellati in modo corretto.



Figura 1: Tutti i sensori e gli attuatori sono collegati tramite IO-Link. In questo modo, si riducono gli errori e i tempi di assemblaggio della macchina. Figura 2: Fusibili elettronici che non solo proteggono il circuito elettrico, bensì possono commutare anche ventilatori, pompe o illuminazione tramite IO-Link. Figura 3: A seconda del pezzo in lavorazione, l’utente può inserire utensili diversi nel portautensili a cartuccia.
Il cablaggio tramite IO-Link, invece, consiste nell’avvitare un connettore ad un master o modulo IO-Link. Gli errori di cablaggio sono praticamente impossibili.
Con il cablaggio di tipo tradizionale di tutti i componenti avremmo impiegato da 1 settimana e mezza a due settimane circa. Con il cablaggio IO-Link ce la caviamo in meno di tre giorni. E il tasso di errori è quasi zero".
I segnali dei sensori IO-Link vengono indirizzati ai moduli master IO-Link tramite un cavo M12 standard e da lì al sistema di controllo tramite Profinet. Kirsch spiega: "Non utilizziamo gli ingressi e le uscite del sistema di controllo CNC, ma facciamo passare tutto attraverso il sistema IO-Link. La messa in servizio della macchina è molto più semplice. I dati di processo sono subito disponibili e non occorre effettuare alcuna programmazione.
Ad esempio, esaminiamo i valori dei nostri sensori per cilindri, dei trasmettitori di temperatura e dei flussimetri. Tramite IO-Link controlliamo anche le valvole o i fusibili elettronici con i quali commutiamo ventilatori, illuminazione e pompe".
Grazie a IO-Link, vengono localizzati immediatamente i sensori difettosi. Questo aiuta i tecnici dell’assistenza che possono collegarsi alla macchina da remoto in caso di anomalia. In questo modo possono portare con sé l'unità di ricambio giusta per il successivo intervento di assistenza. E anche qui vediamo un altro vantaggio di IO-Link: collegando il sensore di ricambio al modulo IO-Link vengono trasmessi automaticamente tutti i parametri al nuovo sensore. Non solo si risparmia tempo, ma si aumenta l’affidabilità del processo.

Centro di lavorazione potente e compatto per laboratori odontotecnici, l’industria orologiera, la meccanica di precisione ecc., dotato di sensori e IO-Link di ifm.
Evitare errori di funzionamento
L'impianto è monitorato da diversi sensori. Ecco alcuni esempi: i sensori per cilindri monitorano le posizioni finali degli alberi del pistone di cilindri pneumatici. Il circuito di raffreddamento viene monitorato da sensori di temperatura e flussimetri di ifm. I sensori di livello monitorano sia il serbatoio del lubrorefrigerante che il silo per trucioli.
Particolarmente interessante è il monitoraggio del portautensili a cartuccia: a seconda del pezzo in lavorazione e del materiale, nelle singole fasi di lavoro occorrono utensili di fresatura diversi. L’operatore deve inserirli prima negli appositi alloggiamenti del portautensili a cartuccia.
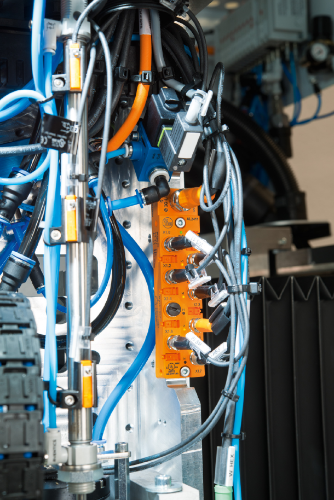
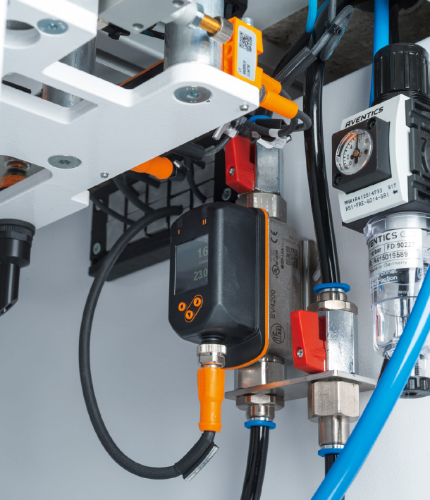

Figura 1: Per spazi ristretti, ifm offre moduli IO-Link con connettori M8. Figura 2: Il flussimetro elettronico SV4200 monitora la portata e la temperatura del circuito di raffreddamento. Entrambi i valori di processo vengono trasmessi tramite IO-Link al sistema di controllo. Figura 3: La testina di lettura RFID controlla gli utensili prima della lavorazione. Questo garantisce la massima sicurezza.
Prima dell'inizio della lavorazione, la macchina verifica se tutti gli utensili necessari sono presenti e in quale posizione di montaggio sono stati disposti dall'operatore. Una testina di lettura RFID, montata sulla testa dell’alloggiamento, si muove attraverso tutte le posizioni del portautensili a cartuccia. Ogni utensile e ogni materiale ha un codice, cosa che garantisce un’identificazione e un’assegnazione senza errori.
Anche la posizione degli utensili viene memorizzata nel sistema di controllo. Ogni volta che si apre il portautensili a cartuccia viene ripetuta questa scansione. In questo modo, è garantita la massima sicurezza. Viene quindi escluso l’utilizzo accidentale di un utensile sbagliato e l’operatore ottimizza i costi evitando scarti di produzione. Anche la testina di lettura RFID di ifm trasmette i dati al sistema di controllo tramite IO-Link.
Conclusioni
Un sistema di collegamento intelligente come IO-Link, abbinato a sensori collaudati, garantisce la massima affidabilità durante il montaggio, la messa in servizio e il processo. Così si apre la strada ad una produzione con costi ridotti.