Optimise processes with comprehensive monitoring of CIP systems

Cleaning processes directly in the plant ensure strict hygiene standards
Goal of the project
In production processes where organic substances like milk are processed, compliance with strict hygiene standards is the top priority. This requires measures to ensure that no harmful germs get into the production process. But how do you clean such a large, closed plant without dismantling it? This is where the CIP process comes into play: CIP systems are process plants that undergo cleaning in the plant itself (CIP = Cleaning in Process). They are commonly used in the food and beverage industry. If the CIP system is not working properly, the cleaning processes and, as a result, the product quality cannot be guaranteed – with risky consequences. The cleaning process is also a major cost driver due the chemicals and hot steam required. In the cleaning process there are several process steps that have to be taken into account to meet the necessary hygiene standards.
The IIoT platform moneo ensures these processes by continuously monitoring important factors including conductivity, temperature, flow and level of cleaning fluid in the system. If deviations occur, an alert is sent immediately to enable a rapid response. Data is recorded continuously to provide the basis for optimising the processes, which in turn increases plant availability and ensures product quality. By constantly monitoring the process values and through the subsequent analysis in moneo, you can take advantage of the potential for optimisation and save chemicals and energy.
Transparency of processes and |
Cost savings through |
Quality assurance thanks to |
|
On average, customers achieve: |
||
|
up to 10 % reduction of the cleaning |
100% documentation of |
€ 5,500 cost savings by preventing |
The advantages of moneo for CIP system monitoring
From special cleaning solutions to intensive rinsing – CIP systems make no compromises when it comes to hygiene. Because at the end of the day, one thing is paramount: the health and safety of the consumers. Without having to intervene on the existing PLC, the IIoT platform moneo offers holistic monitoring of the cleaning process. moneo can also be adapted to individual applications – which makes getting it installed and running very simple and fast. The numerous advantages for you include:
- Continuous recording and analysis of current and historical data that serves as documentation for traceability of cleaning
- Automatic conversion of process values using data modelling
- An integrated alarm system
- Fast response to changing process parameters
- Automated ordering of refill media
The data collected by sensors and evaluated with moneo offers a veritable treasure trove of information that provides pointers to optimisation and savings potential. This means process and product quality can be ensured and machine availability guaranteed.
Value proposition
|
|
|
|
How moneo monitors CIP systems
A CIP system (CIP stands for “Clean In Process”) supplies production plants with different media for cleaning closed systems. Internal surfaces are cleaned without the need for time-consuming dismantling of the plant. Depending on the industry, the plant is cleaned between batch changes or at set intervals to prevent contamination with dirt or germs and therefore ensure consistently high product quality. The cleaning process takes place in several steps that must be separated from each other. First of all, the plant is rinsed with water, then with alkali, then with acid and finally once again with water and superheated steam to ensure proper cleaning of the plant. Important factors in the cleaning process include:
- Conductivity
- Temperature
- Flow
- Fill levels
Conductivity:
Conductivity plays an important role in CIP systems. It is used to monitor and control the cleaning process. For this purpose, conductivity sensors display the conductivity of individual cleaning solutions. When changing from media such as acid to water, checks are made to ensure that the conductivity threshold is kept constant. This means that the conductance must be identical in the feed and return lines. This confirms that the acid has been completely removed from the plant. To ensure efficient cleaning, the same is required every time the cleaning medium is changed.
Overall, conductivity as a measurement parameter enables precise control of the cleaning process in CIP systems, leading to efficient cleaning results and higher product quality.
Temperature
Temperature plays an important role in the cleaning process, as it has a major impact on the cleaning result. The temperature of the medium fed into the plant is first measured using temperature sensors. The outlet temperature is then measured to check whether all parts of the plant have reached a minimum temperature to ensure effective cleaning. moneo automatically determines the resulting differential temperature between the inlet and the outlet. This can be used to gain further insights into system performance, e.g. how long it takes until a set temperature at the inlet reaches the outlet, thereby allowing the flow time to be identified.
Flow
After the conductivity and the temperature at the inlet and outlet of the plant have already been integrated into moneo, the flow is then included as a further process value. The flow and the associated flow speed are crucial for a perfect cleaning result. In this context, it must be ensured that the flow, and therefore the fluid velocity, is within a certain range. Speeds that are too low generate too little turbulence, which leads to poorer cleaning results. Too high a speed will not lead to any improvement in the cleaning result, but to increased energy consumption.
Fill levels
To ensure consistent results, the level of the cleaning liquid, for example in tanks, is measured using a radar sensor. Radar sensors are used especially when, for example, chemicals like acids or alkalis are used that would damage normal sensors. The filling level is constantly monitored through continuous data collection and analysis. If the value falls below a specified level, the corresponding refill medium is quickly supplied without having to intervene in the controls of the CIP system.
Conclusion: moneo monitors and analyses numerous process values simultaneously and automatically makes calculations. Through detailed visualisation in moneo, the entire process can be overseen and sustainably safeguarded.
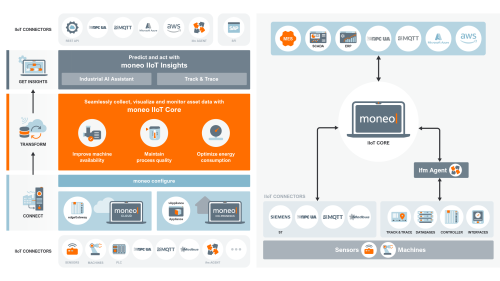
Automated data transfer to third-party systems
ifm sensors used in combination with the IIoT platform moneo open up a wide range of options and offer numerous interfaces. Data processed in moneo can be output using various protocols. For example, data can be transferred to a third-party system via MQTT or OPC UA or sent directly to AWS, Azure or SAP via specific connections.
By integrating ifm’s own SFI (shop floor integration) interface, a direct connection to SAP PM is possible. This on-premises solution serves as an interface between production and other departments and makes it possible to automatically trigger further follow-up processes if threshold values are exceeded. Maintenance staff receive automatic email notifications when threshold values are exceeded, which enables them to promptly take appropriate measures, such as reordering cleaning fluid.
CIP installations can also be monitored in conjunction with the moneo Cloud. Here, too, ifm offers the necessary interfaces to save your data in the cloud and use it for further analysis if necessary.
- moneo
MQTT or OPC UA →AWS, Azure, SAP - SAP Integration
SFI (shop floor integration) →SAP PM - Alarm
email notification (threshold) - Spare parts
automatic ordering through SAP - Cloud and on-premises
possible with the cloud and on-premises solutions
How to augment your CIP system with moneo
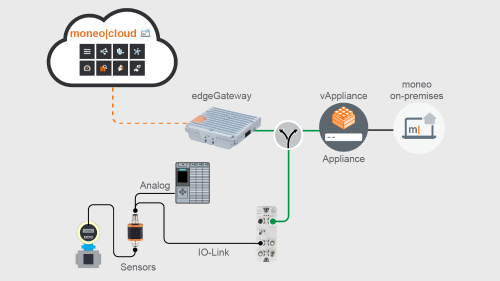
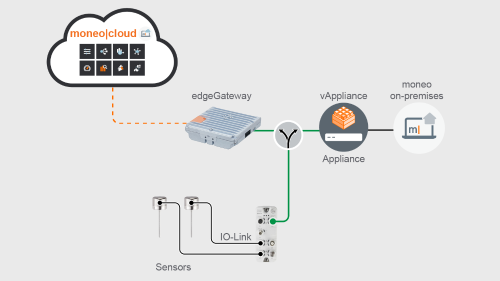
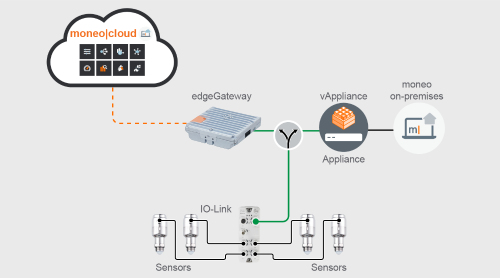
To monitor your CIP installation using the on-premises solution, moneo is installed on a central server. It can, however, also be used in the moneo Cloud or in combination with other cloud systems. To forward the data from the sensor to moneo, an IO-Link master is connected to an internal network (VLAN).
Two conductivity sensors are installed at the inlet and outlet of the CIP system and connected to the IO-Link master.
To monitor the values at the inlet and outlet, two temperature sensors with self-monitoring function are installed and connected to an IO-Link master with IoT port. This master is connected to the company network via Ethernet. Once the master has been integrated, moneo requests the process values from the sensors automatically every second.
An already installed analogue sensor is used to record the flow speed. It can be made IO-Link capable by means of a retrofit (ifm Y path). An evaluation system and display are used for analogue signals. The signal can additionally be looped through the device and is thus still available for the plant’s PLC. This facilitates simple integration without affecting plant control.

Conductivity system structure
- IO-Link master (VLAN)
- Power supply
- Inductive conductivity sensor
moneo software
- Historical data
- Visualisation
- Monitoring
- Alarm function
Flow system structure
- IO-Link master (VLAN)
- Power supply
- Evaluation system and display for analogue signals
Temperature system structure
- IO-Link master (VLAN)
- Power supply
- Temperature transmitter
Level system structure
- IO-Link master (VLAN)
- Power supply
- Continuous level sensor
Sensors and accessories – flow system
Switched-mode power supply 24 V DC; 3.3 A; Input voltage AC 100...240 V; 124 x 4

IO-Link master DataLine; 152 x 59.3 x 38.4 mm; Number of digital inputs 8; Numbe

Measured value and limit value display / converter 4…20 mA – IO-Link; 63 x 30 x

|
|
The following products can be sourced from third-party companies: Promag 50H |
Sensors and accessories – temperature system
Switched-mode power supply 24 V DC; 3.3 A; Input voltage AC 100...240 V; 124 x 4
IO-Link master DataLine; 152 x 59.3 x 38.4 mm; Number of digital inputs 8; Numbe
Temperature transmitter; 1 x Pt 1000; PNP/NPN; analogue signal; IO-Link; Install
