Energy efficiency in contact lens production
Energy and condition monitoring saves resources and reduces costs
Cost savings through more efficient processes
More sustainable production
Fewer plant downtimes thanks to condition
monitoring
Results
- Increased energy efficiency in compressed air generation
- Condition monitoring and energy monitoring reduce costs
- Unplanned plant downtimes are avoided
- Improved sustainability in production thanks to moneo
The challenge
The contact lens specialist is continuously working to protect the environment – resource efficiency plays a major role in this. For example, the production of the contact lenses is optimised to save energy and water. By reusing water and implementing energy-saving production processes, these resources are used as sustainably as possible. In addition, the plastics used in production are recycled.

The energy efficiency of the plants and systems also contributes directly to the competitiveness of the company. The generation and transport of compressed air, for example, are among the largest consumers in terms of energy. Up to 30% of the electricity consumption of an industrial plant can be accounted for by the generation of compressed air. Undetected leaks at joints, connection points or non-functioning components can result in expenses of several thousand euros per year. Efficient leakage monitoring is therefore an essential component of energy management systems, which, besides from reducing production costs and improving sustainability, make it possible to benefit from government subsidies.

The solution – why ifm?
The contact lens manufacturer decided to continuously monitor compressed air consumption by means of energy monitoring. The compressed air consumption is constantly measured with SD flow sensors from ifm so that leaks can be quickly detected and eliminated. Besides, a system for condition monitoring was installed.
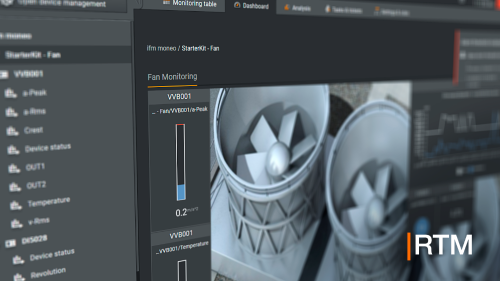
Vibration, pressure and temperature sensors from ifm monitor all important components in compressed air generation such as motors, bearings and compressors. All process values – from both energy and condition monitoring – are collected quickly and easily via IO-Link masters and transferred to the controller. For this, the moneo RTM software is used, which enables monitoring, evaluation and visualisation of the recorded data. As a result, the compressed air system works very efficiently and upcoming maintenance measures can be scheduled in good time.
With the solutions implemented, the customer achieves more energy-efficient production, saves costs and avoids unplanned plant downtimes. The possibility of obtaining an efficient and high-quality system solution from a single source, including IT and engineering service on site, was the main reason for the company to opt for the system solution from ifm.