Monitoring of decanters – Why the focus is on the centrifuge.
There is more than just one answer to this question. On the one hand, production efficiency, quality, availability and safety are crucially important. On the other hand, the centrifuge is a cost-intensive process component that must be repaired when it fails on site, since extra replacements are not generally kept in reserve – unlike pumps and valves, for example.
In addition, a centrifuge depends on an optimally provided supply which is delivered by the upstream process. What this means in essence is that deviations from the normal adversely affect the behaviour of a centrifuge and the quality of the separated product deteriorates.
The centrifuge is not least in focus because it is often used in the important areas of food, life science and the environment. These three segments have always belonged to the basic supply of humanity with its steadily growing world population.
Machine availability and performance
The cost for downtimes of all centrifuges worldwide in recent years comes to more than €32.2 billion a year, or about €1055 per hour.
Machine load and material conservation are the two utilisation aspects that must be carefully considered. Longer usage of components means savings in the need for replacement parts on the one hand, while on the other hand it also makes it possible to optimise maintenance intervals.
This is the only way to be able to plan for repair and maintenance costs and avoid surprise downtimes, thereby maximising system availability.
Continuous monitoring of vital centrifuge values
Vibration diagnostics on the centrifuge is the key monitoring process, since the “non-critical” operating state must be recognised as unreliable.
There are as many as 80 base frequencies on the decanter – imbalance frequencies, bearing frequencies, gear frequencies, liquid vibrations, process-related vibrations and machine resonances – that are recorded by the sensitive vibration sensors on the machine and are analysed, separated and monitored by the high-resolution VSE diagnostic electronics.
It is also possible by using vibration values to carry out 2-level field balancing of the decanter drums. Rebalancing keeps drum vibrations as low as possible. This minimises mechanical stress for the decanter drum, screw, gear and also for the decanter rack and the frame.
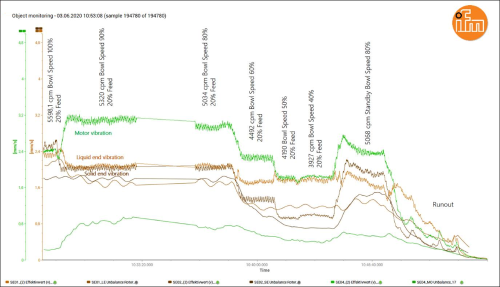
Example of vibrations at different operating speeds – the vibrations of individual components can be separated from the frequency spectrum and independently mapped and evaluated. This transparency offers maximum diagnostic depth.
Additional sensors for condition monitoring
Monitoring the optimum speed, for example using a series DL inductive sensor with integrated speed analysis, makes it possible to minimise operating points that stimulate vibrations (resonance frequencies) or ideally to avoid them entirely.
A point-directed series TW infrared-temperature sensor monitors the centrifuge gear. Unexpected temperature increases indicate leaking oil or torque overload, etc.
Additional temperature sensors of the TA series monitor the oil temperature on the bearings and gear. Rising temperature values indicate irregularities.
Sensors optimise processes and the use of resources while ensuring product quality
Decanters are used mainly in processing of raw materials for renewable foods. It is above all water that plays the crucial role in this future trend, as this resource is used in great quantities.
Efficient use of resources (water and electrical power) and optimum product quality can only be ensured if the process parameters on the decanter such as the flow, pressure and temperature of the inlet and outlet are optimally coordinated.
The feed flow of cooling water is monitored by a magnetic-inductive flow meter type SM9. In addition to the volumetric flow quantity, the sensor also records the medium temperature which can be used as a control variable to optimise the consumption of cooling water.
CIP cleaning is often controlled by time (e.g. with a timer). To ensure that no resources are wasted, only as much cleaning agent as needed should be used. The series LDL conductivity sensor is capable of measuring the cleaning effect. This makes it possible to optimise the CIP process to the point that it is a condition-oriented cleaning process. The process also detects the transition between media types (e.g. from cleaning solution to rinsing water). This lowers the energy consumption required to heat chemical solutions and rinse with water.
The series LDL conductivity sensor detects the different phases in the CIP process.

- Product
- Rinse
- Etching agent
- Acid
Pressure sensors are used in the inlet and outlet. If the pressure is too high or too low, the medium may come in contact with air, which could result in undesirable turbulence and cavitation. Cavitation demonstrably increases the electrical energy consumption of the centrifuge.
For decanters that require aeration and ventilation, the flow of air induced by rotation can be monitored with a series SA flow sensor. For example, the sensor detects whether the solids shaft is clogged due to the product characteristics. This may result in the product entering into different areas within the decanter housing. Then it would only be a matter of time until the rotor is rubbing against the product. This leads to higher energy consumption and product losses.
With an additional flow measurement of the ZJF product series (100 A, 200 A, 400 A), consumption at a standstill and in standby can be represented transparently and optimised. This is important because even if there is no medium in the decanter, that does not mean it is turned off. In many cases the speed is simply lowered so that it will be available again as quickly as possible. For more information on the ZJF product series, please contact the Service Centre +371 62 802 777.

Intelligent monitoring and optimisation of the various resources and compliance with environmental regulations not only lowers the CO2 footprint, it also increases sustainability and the "maintenance factor" (KPI) can be optimised.
Analysis of measured values
Each measured value, considered in and of itself, provides no indication of impending damage as long as the measured values are still within tolerances. Only a complete analysis of all measured values makes it possible to diagnose the slightest change in the "health status" at an early stage. ifm offers the perfect platform for this, moneo.
All measured values transferred via IO-Link are brought together here. A virtual digital twin of the system is modelled. Intelligent algorithms detect the slightest aberrations in operating state and are able to warn the system operator promptly of imminent damage. This makes it possible to carry out maintenance precisely and specifically as needed.
That saves resources while simultaneously preventing unplanned machine downtimes.

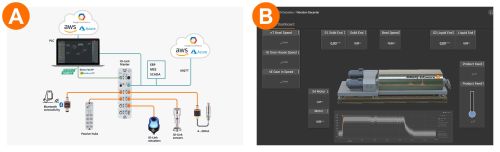
Display of a decanter with corresponding sensor system in the moneo dashboard
Decanter system integration
Decanter overview
Bottom line
Based on over 50 years of experience in automation technology, close contact with customers and our own research results, ifm is able to set new standards for continuous diagnostics of centrifuges. With technologies in line with the principles of Industry 4.0, damage can be detected long before it progresses.
Suboptimal operating points are detected so that corrective measures can be taken. That gives system operators the reassuring certainty that they are reliably protected against sudden system failure. ifm – close to you!
Finished diagnostic packages
In ifm's own Competence Centre in Rosenheim, the RTM Academy, ifm has been intensively examining sensor-based monitoring of centrifuges and analysing the resulting data for 20 years. The result is coordinated packages for end-to-end continuous monitoring of decanters.


