ifm protects your critical assets
Prevent production downtimes with vibration monitoring
67,000 € production losses prevented
27h man hours saved
100% ROI after 9 month
Results
3 bearing faults have been detected within 9 months, which corresponds to a production loss of 67,000 € (including the costs for new motors).
- Cost of new motor = 1,395 €
- Time to replace / repair the motor = 3 hours
- Cost of lost production = 20,930 €
- Man Hours saved = 9 hours (3 men needed)
Compared to the cost of the vibration training course and the cost of hardware per asset, it was a very worthwhile investment, according to James Jones.
- Monitoring Hardware per asset = Total cost 1,539 € (1 x VSE100, 4 x VSA001 and cables)
- Vibration Monitoring Training = Total cost 2,395 €
The challenge
Due to the high demand in their products, keeping production running is a major priority for James Jones. Motors that drive large cutting blades that cut logs into different sizes are critical assets for them. If one of the motors fails, the entire production line comes to a standstill and there is a risk of high production losses. Vibration modules and sensors can help to detect faults before they become serious and to ensure production uptime.
Vibration monitoring solutions can be very complex, sometimes due to the amount of data you cannot understand what you are seeing. Without a clear focus, it‘s hard to get real results.

The solution – Why ifm?
Can vibration discussions be simple? Yes they can!
ifm offers vibration training courses for all levels which, in combination with the user-friendly hardware, help to achieve real results as quickly as possible. James Jones saw these results after training.
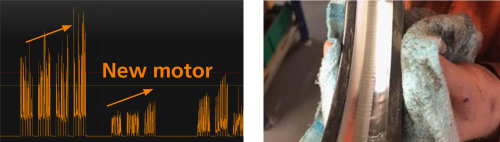
Once the VSE was fitted and had monitored the critical bearing over a couple of weeks, the data showed that the bearing frequency trends were increasing over time on the unit. Based on this information, James Jones decided to remove the unit from service and install a new motor.
However as can be seen in the trend, the bearing frequency levels quickly started to increase again. So more in-depth analysis was required. Knowing the bearing frequencies enabled an accurate diagnosis of the fault, which showed as an outer race defect.
Due to the large increase in the bearing levels over three days, it was decided to replace the drive end bearing. On inspection of the bearing, the outer race damage is visible, the cause is electrical fluting. Now insulated bearings will be fitted solving the Root Cause of the failures.