Zustandsorientierte Überwachung von Lüftern
Wartungszeiten perfekt planen und eine gute Luftqualität gewährleisten
Ziel des Projekts
Unscheinbar, oft im Verborgenen und doch so wichtig: Die effektive Funktion von Absauganlagen und damit der Lüfter in Fertigungshallen ist von enormer Bedeutung. So ist es beispielsweise unerlässlich, Lötdämpfe und Feinstäube während der Laserbeschriftung sorgfältig abzuführen. Andernfalls können Qualitätsminderungen, gesundheitliche Risiken oder sogar ein vollständiger Stillstand der Produktion die Konsequenzen sein. Lüfter sind aus vielen Produktionsprozessen folglich nicht wegzudenken.
Damit sie ihrer Funktion vollumfänglich nachkommen, werden sie meist in festgelegten Intervallen gewartet bzw. ersetzt. Das berücksichtigt aber nicht die tatsächliche Verschmutzung des Lüfters. Zudem verursacht die „Wartung nach Plan“ hohe (aber vermeidbare!) Kosten, da u. U. noch funktionsfähige Bauteile ersetzt werden und Maschinen für die Instandhaltung stillstehen, ohne dass es notwendig wäre.
Die Lösung liegt also im kontinuierlichen Zustands-Check: Indem ein Condition Monitoring Tool den Lüfter permanent überwacht, wird eine nachhaltige Instandhaltung planbar. Teure und unnötige Produktionsstillstände und -ausfälle werden vermieden und die Maschinenverfügbarkeit erhöht.
Darüber hinaus ist die Aufrechterhaltung einer guten Luftqualität unabdingbar für den Gesundheitsschutz der Mitarbeitenden in der Produktion.
Vermeidung ungeplanter |
frühzeitige Erkennung |
Einrichtung ohne |
|
Durchschnittlich erreichen Kunden: |
||
|
6,5 h Einsparung an Arbeitsstunden |
4,5 h Einsparung durch Verhinderung |
5.000 € Kostenersparnis durch Verhinderung |
So hängen Lüfterüberwachung und Wartung zusammen
Damit Ihre Lüfter einen Rundumschutz erhalten, bietet ifm moneo Komplettlösungen für eine ganzheitliche Instandhaltung. Störungen werden rechtzeitig erkannt und ungeplante Stillstände vermieden. Eine schnelle Reaktion auf sich verändernde Prozessparameter sind durch ein integriertes Alarmmanagement möglich. Erforderliche Wartungen werden so geplant, dass sich Anlagenstillstände auf ein Minimum reduzieren. Über die softwaregestützte Wartungsdokumentation lassen sich wiederkehrende Abnutzungserscheinungen und Verschmutzungen leicht identifizieren und entsprechende Maßnahmen in die Wege leiten.
Der gesamte Produktionsprozess wird abgesichert und eine gleichbleibende Prozess- und Qualitätssicherung gewährleistet. Insgesamt steigt die Anlagenverfügbarkeit, der Produktionsprozess wird optimiert und Ressourcen geschont. Die Lösungen von ifm – eine durchdachte und stets weiterentwickelte Kombination von Sensorik und Software – sind für unterschiedliche Lüftertypen geeignet.
Nutzenversprechen
|
|
|
Wie funktioniert eine zustandsbasierte Lüfterwartung?
Die IIoT-Softwarelösung moneo ermöglicht eine effiziente und zuverlässige Lüfterüberwachung. Die Sensorwerte werden direkt am Lüfter erfasst und geben eine detaillierte Auskunft über den Zustand des Bauteils. Eine umfassende Visualisierung aller im Prozess befindlichen Sensoren erfolgt durch individuelle Cockpitfunktionen in moneo.
Dank der frühzeitigen Erkennung in moneo von sich anbahnenden Schäden kann ein Ausfall der Absauganlage verhindert werden. Präventiv können so teils folgenreiche Auswirkungen für Mensch und Maschine vermieden werden.
Simulationsvideo moneo
Aus Daten Informationen machen: Vom Lüfter bis zur Materialplanung
Die automatisierte Instandhaltungsplanung eines Lüfters bietet nicht nur zahlreiche Vorteile, sondern ermöglicht auch die direkte Weiterleitung von Warnungen und Alarmen. Der Instandhalter erhält aus moneo direkt eine Meldung per E-Mail, wenn sich Werte außerhalb der vorgegebenen Bereiche bewegen.
Die einmal über die Sensorik erfassten und in moneo aufbereiteten Daten lassen sich aber auch noch weiter nutzen: Über eine Schnittstelle (ifm SAP Add-On) werden die smarten IIoT-Daten in Echtzeit in Ihr jeweiliges ERP-System ausgeleitet. Diese Shop Floor Integration (SFI) ermöglicht die Optimierung von Geschäfts- und Produktionsprozessen. Im konkreten Fall hat die Zustandsüberwachung Einfluss bspw. auf die Material- und Instandhaltungsplanung in SAP.
ifm bietet darüber hinaus die erforderlichen Schnittstellen, um Ihre Daten in der Cloud zu speichern und gegebenenfalls für weitere Analysen zu nutzen.
Hätten Sie gedacht, dass Sie mit der Überwachung eines Lüfters den Produktionsdurchsatz optimieren können?
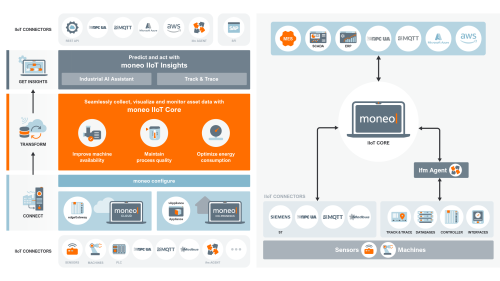
- moneo
MQTT oder OPC UA → AWS, Azure, SAP - SAP Integration
SFI (Shop Floor Integration) → SAP PM - Alarm
E-Mailbenachrichtigung (Grenzwert) - Ersatzteil
automatische Bestellung durch SAP - Cloud
in der Cloud möglich
Wie Sie moneo ohne Programmierkenntnisse nutzen
Für eine zustandsorientierte Wartung und damit einen reibungslosen Produktionsprozess ist die permanente Überwachung der Lüfter sehr wichtig. Wer sich hier für ifm entscheidet, entscheidet sich für Hardware und Software aus einer Hand – und damit für eine durchgängige Lösung vom Sensor bis zur IIoT-Plattform. Hierfür wird die IIoT Software moneo, die auch ein Condition Monitoring Tool umfasst, auf dem Zielsystem installiert. Die Sensoren (Schwingung, Temperatur und Drehzahl) werden montiert und elektrisch angeschlossen. Mit dem kostenlosen moneo configure können Sie einfach und schnell Ihre Lüfterüberwachung in Betrieb nehmen und direkt den für Ihren Produktionsprozess erforderlichen Parametersatz erstellen.
In moneo werden dann alle im Prozess befindlichen Sensoren aussagekräftig visualisiert. Bei Grenzwertabweichungen zeigt moneo eine Warnung oder einen Alarm an. Je nach Kundenwunsch kann eine E-Mail an die zuständige Fachkraft im Unternehmen oder ans SAP PM Modul gesendet werden. Bei einer Warnung können so auch automatisch Bestellungen für Ersatzteile ausgesendet werden.
Profitieren Sie von der Zustandsüberwachung Ihres Lüfters, bemerken Sie auch kleine Veränderungen rechtzeitig und optimieren Sie so Ihre Fertigung und Instandhaltung.

Systemaufbau
- IO-Link Master (VLAN)
- IO-Link Schwingungssensor
- IO-Link Temperatursensor
- IO-Link Drehzahlsensor
- moneo configure free
moneo Software
- Analyse und Modellberechnung
- Historiendaten
- Visualisierung
- Überwachung
- Alarmfunktion
- Cloud